

热辊校温原理及其故障分析与对策
李武库
图尔克(天津)传感器有限公司
摘要:介绍热辊校温的基本原理,分析校温过程中出现的故障原因及处理方法
关键词:热辊 校温 温度变送器
在涤纶长丝生产工艺中,热辊起着对丝束进行牵伸和热定型的作用,其表面温度的高低,直接影响产品质量,因此,必须控制热辊温度的精度。在热辊温度控制系统中,热辊表面温度经PT100电阻检测后,送入特殊的温度变送器(由定子与转子两部分组成)中,将转换成电信号后经过数据采集、模数转换等环节后通过温度控制器,调节热辊加热器的输出,达到控制热辊温度的目的。所以对于一个新热辊或新的温度变送器(转子部分或定子部分或者两者同时更换),由于其特殊的结构,在使用之前必须进行多次校温测试,以便将热辊的表面温度、温度变送器的校验值、温度控制器的显示值三者统一,否则就会造成热辊表面实际温度值与温度控制器的显示值存在差异,不利于工艺条件的准确控制;另外,对于某些投入运行时间较长的在线热辊由于受到热辊本身的高温、振动、环境等原因普遍出现热辊表面实际温度值与温度控制器的显示值有差异,有时最高达16℃,影响产品的质量,这种现象主要是由于温度变送器的校验值出现“漂移”所致,解决的办法是对该热辊进行重新校温,将校验值重新校到标准值即可重新投入运行。下面就热辊的工作原理以及校温当中出现的一些故障进行分析和判断,并提出一些处理方法。
1校温工作原理
1. 1系统的硬件组成
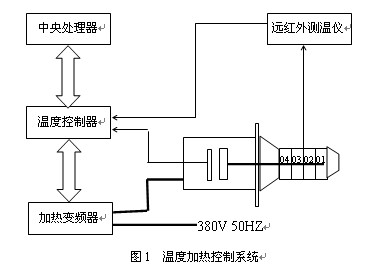
温度控制系统示意图见图1。由图1可知,其中感应加热线圈是利用高频感应原理对热辊表面进行加热,整个热辊由4个独立的加热线圈组成,由热辊加热变频器单独控制4个加热区的加热(在校温当中使用外置的远红外测温仪对热辊表面6点温度进行实际测试,其中第1点为1区实际温度,第2、3点的实际温度的平均值作为第2区实际温度值,第4、5点的实际温度的平均值作为第3区实际温度值,第6点为4区实际温度值),PT100铂电阻直接与热辊表面接触进行实时温度检测,另外4个加热线圈表面有4个热电偶组成过热保护电路对加热线圈进行保护。
1. 2校温工作原理
温度信号流程框图见图2。由图2可知,PT100铂电阻将被测热辊表面的温度信号经温度变送器内置的微处理器处理后以4-20mA的直流信号输出,由温度控制器进行实时LED显示的同时与内部温度设定值进行比较、判断、PID运算等处理,如果低于设定值,则将运算结果输出给热辊变频器,控制热辊变频器继续以最大输出设定功率进行加热,当PT100检测到的表面温度值高于设定值20/P=4℃(一般设P为5)时加热变频器输出为0,当检测到的表面温度值低于设定值100/P=20
温度信号流程框图见图2。由图2可知,PT100铂电阻将被测热辊表面的温度信号经温度变送器内置的微处理器处理后以4-20mA的直流信号输出,由温度控制器进行实时LED显示的同时与内部温度设定值进行比较、判断、PID运算等处理,如果低于设定值,则将运算结果输出给热辊变频器,控制热辊变频器继续以最大输出设定功率进行加热,当PT100检测到的表面温度值高于设定值20/P=4℃(一般设P为5)时加热变频器输出为0,当检测到的表面温度值低于设定值100/P=20
文章版权归西部工控xbgk所有,未经许可不得转载。
下一篇:如何选择适当的传感器!!








热门下载
更多>-

BASiC基本半导体SiC碳化硅MOSFET在逆变焊机中的应用
2024-08-18
-
RC40-DAX 控制柜数模
2024-05-16
-
RC60-DAX 柜体总装数模
2024-05-16
-
TM10 R600 R700 R800 机器人数模
2024-05-16
-
同步电动机 出色的性能体现在各个应用领域
2024-05-14
-
EtherCAT总线薄型CPU CTH3系列选型手册
2024-04-29
 服务咨询
服务咨询