

济钢三炼钢一号转炉倾动系统
摘 要 本文详细论述了济钢120t转炉倾动控制系统的原理
关键词 变频器 主/从控制 转矩控制
The System of NO.1 Tilting Equipment of No.3 Steel Making Plant in JiNan Iron &Steel Group.
DingYanPing HanJiJin
(Automation Department of JiNan Iron &Steel Group)
Abstract The Principle of the control system of the 120t BOF tilting equipment was detailedly discussed in JiNan Iron &Steel Group.
Keywords Converter ; Main/Slave Control ; Torque control
一、 前言
为了适应日益激烈的市场竞争,许多钢厂都在争相建设新的生产线,济钢根据钢铁市场的形势和今后的发展结合产品的调整而新建了一座炼钢厂,其关键设备120吨顶底复吹转炉倾动控制系统,以往由于所要求的电动机速度和转矩控制精度较高,一直是采用直流电动机驱动的传统控制系统。随着近几年交流技术的不断发展,其控制水平达到并超过传统直流调速系统的性能要求,且变频器在零速时仍能产生满转矩。三炼钢厂这次就是使用美国A-B公司生产的具有精确转矩技术的IMPACT系列变频器。
二、 系统的工艺要求
1、120t转炉的倾动机械设备采用4台交流变频电动机驱动,4台电动机采用4点齿合全悬挂形式,通过扭力杆装置进行力矩平衡。
2、4台电动机同步启动、制动及同步运行。根据要求转炉可以在0.13~1.30rpm之间进行倾动速度调节,转炉可以作±360°旋转。
3、当1台电动机发生故障,剩余3台电动机继续正常运行,此时转炉速度控制在0.13~0.8rpm之间。
三、 系统的配置图及电气参数
1、交流变频电动机型号:YZP355S-8-132KW;转速:740rpm;额定电压:380V;额定电流:250A;额定转矩:1700N.m;起动转矩倍数:2.0;最大力矩倍数:3.0
2、变频器型号:1336E-BP300-L8E-GM6;功率:220kw;具有DeviceNet接口,采用编码器速度反馈,其型号为TURCK 8.5823.1831.1024;
3、 PLC型号: QUANTUM 140 CPU 534 14 ,主机热备,与氧枪系统和本体辅机系统共用。
4、托圈编码器型号:TURCK 8.5826.1831.3600.
5、应用软件:CONCEPT 2.5、MP7、RSLinxv2.4、 RSNetworkforDNET。
四、 系统功能简介:
(一)、变频器部分
先简单的介绍一下恒转矩模式下变频器的基本原理:
由于异步电动机的转速n=[(60f1)/p](1-s),当转差率变化不大时,n 基本上正比于f1,变频调速时,为了使励磁电流和功率因数保持不变。则希望磁通φ也保持不变。由定子电路的电动势方程式可见,在忽略定子漏阻抗的情况下,得
UX≈EX=4.44f1W1kW1φ
为了在f1/变化是φ保持不变,则由上式可见UX / f1必须为定值,即UX必须与f1成比例地变化。
对于恒转矩调速,如果变频器装置保证UX随f1成比例地变化,则可保证在频率变化过程中电动机具有同样的过载能力,在f1相对较高时,根据电动机的转矩公式得
T≈C(UX/f1)2
C为常数,C=(m1p)/[8π2(L1+L2’)]
由于Tm=KTTN,得Tm=C(UX2/KTf12)
因此,如频率变化为定子相电压、额定转矩及过KT载倍数相应的变为UX’、TN’、KT’则频率变化前后额定转矩之比为
为使频率变化前后电动机具有同样的过载能力,即KT’=TN,则定子电压应根据下列规律来调节。
对于恒转矩调速,TN’=TN,,因此 =定值
由此可见,恒转矩变频调速时,如能保持 UX/f1=定值,则可保证调速过程中电动机的过载能力基本不变,同时可满足磁通φ基本不变的要求.
本系统的具体控制方式如下:
1、 电机采用变频器一对一控制,变频器与PLC之间采用网络及I/O进行通讯,在倾动变频调速柜中,为了抑制电源侧过压,减少电流畸变,在变频器输入侧配有进线电抗器。
2、四象限运行。变频器能工作在正向出力、正向制动、反向出力、反向制动四种工作状态。
3、主/从控制功能(速度/转矩控制)。由于IMPACT变频器采用了磁场定向控制技术,可独立控制交流电动机的磁通量和转矩电流,实现精确的转矩和速度控制。所采用的FORCE技术应用了专利型的、频宽的电流调节器技术,加上自适应的控制器,可以对电动机的磁通量和转矩进行分离和控制,很好地实现了系统的主/从控制要求。如图二所示。
在HMI上任选四台变频器中有一台为主,PLC将其68号参数置1,进行速度控制(68号参数选择1),另外三台设为从(68号参数置2),主变频器的内部转矩输出(229号参数)为从变频器的转矩给定(69号参数)进行转矩控制。当一台从变频器出故障时,主变频器内部转矩输出(229号参数)信号给另外两台从变频器的转矩给定,进行转矩控制。当主变频器出故障时,HMI上会有故障显示,系统自动封锁,如果变频器的故障无法复位,可在HMI上另选一台为主,PLC将该变频器中的68号参数赋值1,变为速度控制(使其变为主变频器),其内部转矩输出(229号参数)信号作为另外两台变频器的转矩给定,进行转矩控制。
采用编码器反馈,1336IMPACT变频器调速范围为1000:1,调速精度最高可达+/-0.001%,转矩调整率为2%,性能达到并超过大功率直流调速器。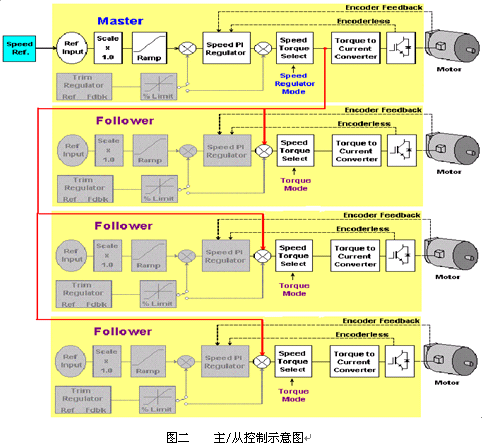

4、零速满转矩功能。由于采用FORCE技术,在全调速范围内可直接控制转矩,具有低频力矩补偿功能,包括如图四所示零速满转矩。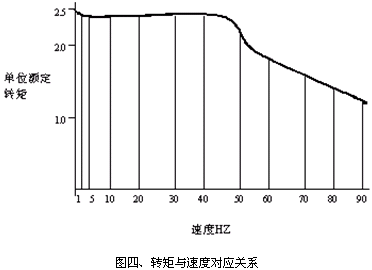
5、此外还具有电动机励磁预置功能和力矩电流平衡功能;两倍的过载能力,1分钟的条件等;满足了倾动设备的力矩控制要求。。
6、GM6使变频器通过设备网(DeviceNet)与PLC通讯,具体如图五所示。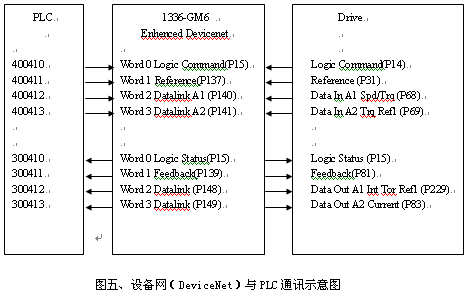
(二)、系统控制程序实现的功能:
1、 装料操作台、出钢操作台、出渣操作台三地互锁,一地操作,其他两地无法操作。
2、 当外部联锁条件不允许时,自动封锁系统。
3、 只有选择了三台以上电机,才允许系统运行。四台的运行速度为0.13~1.30rpm,三台的运行速度为0.13~0.8rpm。
4、 实现系统的主/从切换、电机的预励磁、运行等控制。
5、 为了增加操作工人的可靠性,无论何种模式运行,转炉接近零位时自动减速停止在零位,离开零位要重新推出主令,电机方可运行。
6、 实时显示转炉的倾动角度,当监控到托圈编码器出现故障时,自动在上位报警,提示操作人员。
7、 实时显示四台倾动电机的电流、频率值,并自动对特定角度下电机的电流、电压、转矩等数据进行比较,超出范围时,及时报警。
8、 系统的基本保护措施: 倾动系统选择主;运行过程中主电机必须运行;相应的操作台选择本地;外部联锁条件正常(氧枪在待吹位以上,活动烟罩在上限,活动烟罩不在下限,稀油润滑正常,副枪不在检测位);无倾动系统综合故障(选择3台以上倾动电机入;相应的变频器主电源投入;电动机风机运行;选择的变频器无故障,且必须切入;倾动控制UPS电源正常;倾动操作电源合;倾动操作电源正常;倾动抱闸电源正常);HMI设定:倾动系统为生产方式、倾动“系统启动”、没有选择“系统停止”、及“系统休止”;操作台没有按下非常停止指令。
9、 为了防止电机点头及下滑,主令离开零位1秒内必须有三台以上电机运行,且主令离开零位给定大于一定值才能发出运行信号。
10、为了保证设备的安全运行,如果转炉出现以下情况必须报警:
(1)在零位时电动机的驱动力矩大于700Nm
(2)电动机最大驱动力矩大于1800Nm10秒以上
(3)转炉正常操作时,电动机驱动力矩大于2290Nm。
由于变频器采用了FORCE技术系统满足恒转矩变频调速时,磁通φ基本不变,只要φ不变,则根据
,
可知转矩与力矩电流分量成正比,知道了电机的额定电流和转矩及任一时刻的电流值即可求出其转矩,即:
五、 结束语
三炼钢自2003年3月1日投产后,其倾动系统运行一直正常,由于种种原因,原设计的正力矩转炉,实际是负转矩,给倾动系统控制的安全性增加了一定的难度。为了增加系统的可靠性,我们采取了许多措施:如在抱闸回路中增加了一些控制节点等。总之,随着运行时间的加长我们会对系统进行进一步的完善,使其运行更加安全、可靠。
文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询