

施耐德PLC在城市污水处理厂中的应用
[摘 要>:我国城市污水任意排放日益严重,全面建立完善的自动检测监控系统势在必行。本文重点介绍介绍施耐德电气Premium PLC在城市污水处理Orbal氧化沟工艺中的应用及其网络构成。PLC的使用使得系统设备运行更加稳定、合理,有效的延长了设备使用寿命和节约了能源。
[关键词>:污水处理、Premium PLC、Orbal工艺、网络、VB6.0、报表、能源
引言:
随着我国的社会和经济的高速发展,环境问题日益突出,尤其是城市水环境的恶化,加剧了水资源的短缺,严重影响着人民群众的身心健康,这些情况已经成为城市可持续发展的严重制约因素;我国现阶段很多大中型城市的废水排放量大,已造成城市地表水的严重污染;三峡库区水环境保护事关三峡工程长期安全运行和长江中下游地区经济社会的可持续发展,因此受到国内外广泛关注,但目前各城市仍然是直接排放污水或因水处理自控系统不完善没处理好就把污水排放了,很多操作和检测监控过程仍停留在人工阶段,监控时间覆盖率低,手工采集样品缺乏科学性和代表性,难以反映企业和城市污水处理及排放连续变化的情况。大范围的建立污水处理系统及在线自动控制监控体系,势在必行。
系统简介:
重庆巫山污水处理厂位于巫山县城边缘,厂区紧邻长江流域,处于三峡库区腹地,该污水处理厂采用的是改良型Orbal氧化沟工艺,日处理污水量3万吨,厂区主体构筑物有:综合楼、配电房、进水提升泵房、粗细格栅井及旋流沉砂装置、Orbal氧化沟、终沉池、污泥回流剩余泵井、脱水机房等;整个厂区设备及阀门均采用MCC和PLC两种控制方式,正常情况下可以实现仪表、PLC的完全自动检测控制及运行状况监控;下位机采用施耐德电气的Premium 系列PLC,上位机采用北京华富Control2000监控软件。该厂自动控制系统于2006年7月11日全面完成调试,目前系统运行正常。
污水处理系统详述:
一、Orbal氧化沟工艺介绍如(图一)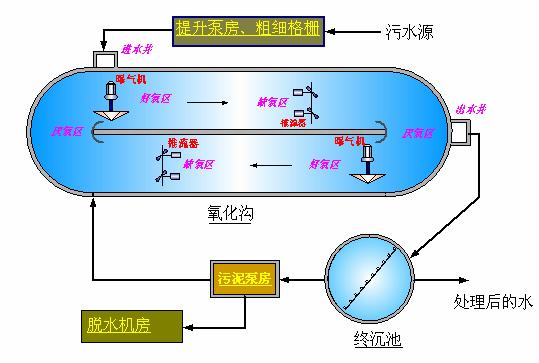
图一 Orbal氧化沟工艺简图
Orbal氧化沟水处理工艺起源于南非,后经不断改进和推广,在全球范围得到广泛应用。城市污水由管道集中后,水流首先经过粗格栅,将粗的垃圾去除,然后由提升泵将污水提高水头(后面工艺要求有高水头),再经过细格栅及旋流沉砂池,进一步去除小的垃圾和泥砂,污水进入水处理主体结构——氧化沟,污水在“O”型的氧化沟中经过曝气机调节曝气,使得污水得到缺氧、氧化、硝化、反硝化等反应,在该过程中完成BOD(生物耗氧量)、COD(化学耗氧量)的去除及污水脱氮的功能,并为下一步水的沉淀作好准备,经过氧化沟处理的水流入终沉池,加入Fe3+、或Al3+ 使得水中的(PO4)3- 得以沉淀,充分沉淀后,清水最后经二氧化氯消毒后排入长江。沉淀的污泥经脱水机滤干后焚烧处理。
二、厂区主要设备控制要求
1、粗细格栅机及其附属输送压榨设备的控制
定时控制:根据外来污水状况和运行经验,通过设定相关定时参数,自动控制格栅机的启动时间和停止时间。
液位差控制:在格栅机的前后均设置一台超声波液位传感器,检测出格栅机的前后液位差。设定低液位差LDF2和高液位差LDF1,当检测到的液位差大于LDF1时,启动格栅机;当检测到的液位差低于LDF2时,停止格栅机(减少了运行时间,有效的节约成本)。控制过程如(图二)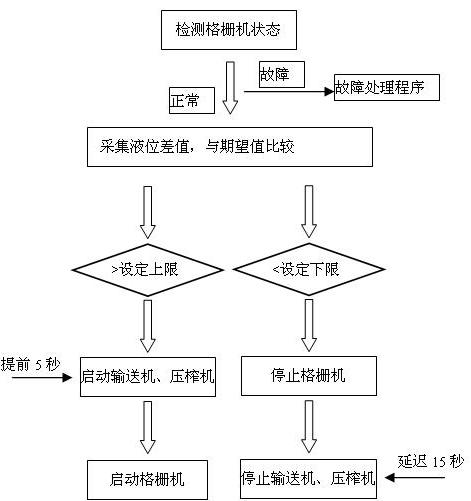
图二
格栅附属设备的联动:皮带输送机和压榨机作为格栅机的附属输送压榨设备,它们在定时或自动运行模式下,一般与格栅机联动。附属设备适当的提前或延时运行。
图三 提升泵控制原理图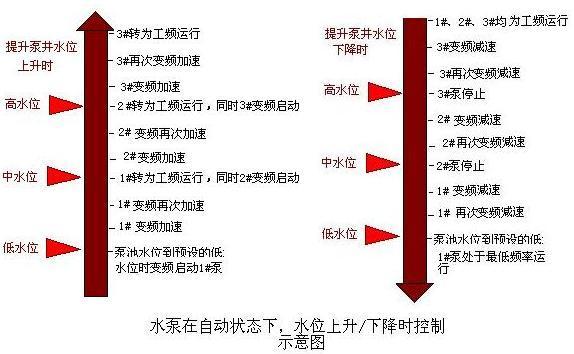
图四
2、 提升泵的自动控制
控制描述如(图三、四):
(1) P1—变频器,BU1—软启动器,PT—超声波液位计,ZJ1、ZJ2—用于控制系统的MCC/PLC转换。
(2) 由图可见,变频器连接在第一台水泵电机上,需要加泵时,变频器停止运行,并由变频器的输出端口RO1~RO3输出信号到PLC,由PLC控制切换过程。
(3) PLC根据泵池液位高中低信号自动调节三台泵的启停;泵池水位到预设的低水位时启动1#泵,水位上升到预设的中水位时,1#泵由变频运行转换到工频运行,这时再变频启动2#泵,依次启动到3#泵。
(4) 切换开始时,变频器停止输出(变频器设置为自由停车),利用水泵的惯性将第一台水泵切换到工频运行,变频器连接到第二台水泵上起动并运行,照此,将第二台水泵切换到工频运行,变频器连接到第三台水泵上起动并运行。
(5) 水位下降需要减泵时,系统将第三台水泵停止,第二台水泵切换到变频调节状态。水位继续下降,系统将第二台水泵停止,第一台水泵切换到变频调节状态。
(6) 另外,设置软启动器作为备用。当变频器或PLC故障时,可用软起动器现场手动轮流起动各泵运行以保证供水。作为多台提升泵的自动控制,满足先启先停的原则,以优化资源的利用率;为了提升泵的安全,系统设置了提升泵的干运转保护;同时,系统还设置了泵的频繁启停保护,群启动保护等,以延长其使用寿命。
3、曝气系统的自动控制
生化池作为全厂污水处理的核心,具有举足轻重的作用。污水经过预处理后,在这里通过微生物吸附污水中的有机物,达到脱磷脱氮的目的。对生化池的自动控制,主要是溶解氧浓度的控制。
曝气量自动控制系统作为一个恒值控制系统,系统给定一个保持不变的最佳溶解氧值,通过PLC控制调节输出量(即曝气机开启台数),使被控量(实测氧化沟溶解氧浓度)不断地接近给定值。在这个系统中,要求稳定性和动态特性良好,被控量向给定值过渡的时间短,同时过程平稳,振荡幅度小。
曝气供氧系统是由鼓风机、电动调节阀和溶解氧仪共同组成的闭环系统,为反应池好氧段提供氧气,并维持好氧过程的溶解氧浓度值。依照好氧过程的溶解氧浓度值控制鼓风机的开启程度,维持溶解氧浓度值在一定的范围内变动。控制流程如(图五)。
三、控制模式
手动模式:手动模式又可以分为盘柜模式和就地模式。盘柜模式就是通过MCC上的按钮实现对设备的操作;就地模式就是通过现场控制箱上的按钮实现对设备的操作。
遥控模式:就是通过中心控制室上位操作站实现对设备的操作。
自动模式:设备的运行完全由各PLC根据污水厂的工况及工艺参数来完成对设备的启停控制,而不需要人工干予。
四、系统构成如(图六)
通过前面的描述,设备的控制还是比较复杂的,为达到以上的设备自动控制要求,该工程基本构成如下:
下位机:选用了施耐德 Premium PLC来做系统
上位机:选用了北京华富Control2000软件
中间协议:采用Simatic TOP Server,衔接上、下位机,进行数据交换
整个厂区共有3个PLC站,硬件采用施耐德电气Premium PLC,分别用光纤及光纤交换机,采用星型连接方式构成以太网络连接至中控室,在PLC2站,现场电力仪表采用Modbus通讯方式实现数据的采集;软件采用施耐德的PL7Pro,根据控制要求开发程序,完全可以实现前面描述的控制要求。三个站分别处于进水泵房、配电房、脱水机房,基本配置如下:
| PLC1站 |
施耐德电气Premium PLC |
||
|
电源模块 |
TSX PSY2600M |
1 |
块 |
|
CPU模 |









 服务咨询
服务咨询