

PLC与变频器在塑料制片机四辊传动中的设计及应用
关键词:模拟量、人机界面、巨集指令
一、引言
某公司生产的塑料制片机四辊传动原采用无刷直流电机传动,采用专用的调速装置进行调速控制以实现各传动的线速度同步。至今该系统故障率较高,且国内相应的备品备件甚少,维修难度较大已影响了正常生产。为此我公司对该传动部分采用交流变频调速技术和可编程控制技术进行了改造,使四辊传动控制更加合理,操作方便,运行稳定可靠,产品质量达到原设计要求,获得了很好的效果。
二、系统配置
1、机械部分改造:四辊传动示意图见图一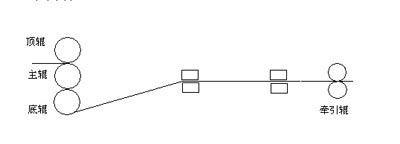
(图一:四辊传动示意图)
按照工艺要求,线速度范围为1.5~10m/min,所对应的交流电机的工作频率范围为:7.5~50Hz。考虑到原系统的传动速比,经过计算我们选用了4极4Kw,减速比为6.8的齿轮减速电机来更换原无刷直流电机。
2、系统硬件:(见图二) 
(图二:系统硬件配置图)
(1)PLC1、PLC2是本系统的核心,选用台达DVP20EX主机,该机配有8个数字量输入点,6个数字量输出点,4路A/D模拟量输入,2路D/A模拟量输出信号;并自带RS485通讯接口。
(2)PWS人机界面作为与PLC1、PLC2的数据交换、设定及显示,可以实现四辊传动电机同时运行并最终同步控制。该系统中PWS选用台湾罗森系列人机界面PWS1711-STN。
(3)INV1~INV4为四辊传动驱动变频器,选用了日本安川CIMR-G5A45P5变频器,由PLC模拟量输出给变频器以确定工作速度;并把变频器多功能输出的频率信号、电流信号作为PLC的模拟量输入信号,经计算处理后以显示实际工作速度及电机负载率。
三、系统软件设计
结合生产工艺要求来设计系统软件,其中人机界面的自动工作画面如图三所示: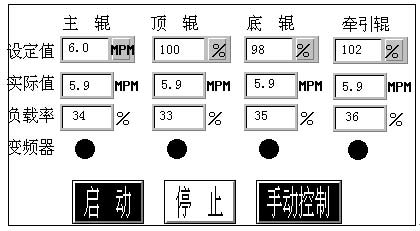
设计原理:(1)首先设定主辊线速度及顶辊、底辊和牵引辊相对主辊线速度的百分数,PLC根据上述设定值分别计算通过模拟量输出控制给定变频器工作频率;(2)当用户触摸了“启动”键后,PLC控制输出变频器运行信号,并正常启动四辊传动控制;(3)同时,变频器的多功能输出信号经PLC模拟量输入并计算,由人机界面显示各传动的实际线速度、电机负载率等;若某个传动速度偏差较大,此时用户可以在线修改线速度及相应的百分数等参数。(4)当用户触摸了“停止”键后,PLC控制切断输出变频器运行信号,并停止四辊传动。
下面重点介绍人机界面的巨集指令在本系统中的软件处理:
在人机界面的设计中,使用了一台人机界面带多台PLC控制模式,并使用巨集指令来实现:按“启动”或“停止”键后,同时两台PLC都响应并输出控制。具体设计为:
(1)定义PLC的站号,DVP20EX中由特殊寄存器D1121设定,如:PLC1中D1121=1,PLC2中D1121=2;
(2)在人机界面中定义相应的寄存器时,以n:D100或n:M100等形式表示;其中n表示PLC的站号,如1:D100,2:D100。图三中的“启动”键设计时,相应的寄存器为1:M100,且在巨集指令中设定SETB2:M103,CLRB2:M104,CLRB1:M101;“停止”键设计时,相应的寄存器为1:M101,且在巨集指令中设定SETB2:M104,CLRB2:M103,CLRB1:M100。
(3)部分控制程序:
四、结束语
该控制系统无论在硬件的选择还是在软件的设计都是可行的、先进的,台达电子的DVP系列PLC和罗森人机界面的巨集指令与多台PLC的通讯非常方便,简单易用。实践证明,该系统在其他工程项目设计中具有很好的推广价值。
文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询