

可编程控制器在输煤程控系统中的应用
为缓解我国电力供应严重不足的现状,许多大容量的火电厂在全国各地纷纷投入建设和使用,因此对煤炭的需求量也就越来越大,对输煤等公用系统的自动化控制要求也就越来越高。
山西某发电厂2×600MW机组自动控制系统由两类控制设备组成:主控部分(包括锅炉、汽机和发电机等)使用的是HONEYWELL公司的DCS控制系统;公用部分(包括输煤、化水和除灰等)使用的是ROCKWELL公司生产的Contrologix5000系列PLC系统,上位软件使用的是iFix3.5,并且数据通过以太网与DCS系统连接,使得本系统即可以在输煤程控上位机上操作,又可以在DCS上操作。
输煤系统的主要功能是把通过火车和汽车等交通工具运送到火车卸煤沟和汽车卸煤沟的煤炭,通过一系列运送设备运达原煤仓的过程。
由于该电厂发电机组容量大,并且是两台机组公用一套输煤系统,对煤炭的需求量非常大,为了避免一条上煤通路成为瓶颈,耽误正常生产,设计了两条上煤通路,一路运行,一路备用,也可以两条通路同时运行,分别向两个不同的目的地运煤。
2.控制设备
本套输煤系统的控制对象有:皮带机21条(其中5#甲和7#甲皮带可双向运行),斗轮堆取料机2台,滚轴筛2台,环式碎煤机2台,清水泵2台,振动器30台,刮水器2台,电动三通挡板16台,入炉煤取样器2台,除尘器15台,叶轮给煤机6台,盘式电磁除铁器2台,带式电磁除铁器8台,皮带采样装置2台,卸料车2台,共计114台设备。

程控系统所有的输入、输出信号均通过继电器隔离,以提高系统的抗干扰能力并保护PLC模块以避免大电流信号的进入而损毁。
本套输煤系统采用了16个电动三通挡板,为的是使系统组合更加灵活多样。当有设备出现故障需要检修时,可以通过使用其他设备,调整三通挡板的通路绕过故障设备继续上煤,使整个系统不至于因某一个或几个设备的故障造成瘫痪。
3.设备的控制方式
设备的控制方式有以下几种:
1) 实验方式:即手动操作方式。这种方式是在上位机上对单个设备进行开、关,启、停的操作,设备间的联锁关系已经被解除了,不存在联跳功能,因此这种方式下不能带负载运行。
2) 集中联锁手动:此方式是对要启动的流程中的设备按逆煤流方向一对一的启动,按顺煤流方向一对一停机,要求设备启动前须先将三通挡板启动到位,设备的保护动作处理均同自动控制方式。
3) 自动方式:按照预先设定的流程启动或停止相关的设备,是一种正常运行方式,要求现场设备必须处于正常状态。自动方式为系统的最佳控制方式,在此方式下,设备的空载运行时间最短,操作员的操作步骤最少。
4) 就地方式:在就地操作箱上把手自动选择按钮打在就地位置,从操作箱上发出启停或开关命令,实现对现场设备的操控。在此种方式下,PLC就失去了控制此设备的功能了。
输煤系统主要有8种流程可供选择,分别是:
a) 汽车卸煤沟→1号煤场;
b) 汽车卸煤沟→2号煤场;
c) 火车卸煤沟→1号煤场;
d) 火车卸煤沟→2号煤场;
e) 汽车卸煤沟→主厂房煤仓间;
f) 火车卸煤沟→主厂房煤仓间;
g) 1号煤场→主厂房煤仓间;
h) 2号煤场→主厂房煤仓间;
在上位画面上有选择流程的分画面,通过这些画面实现流程和设备的选用。
4.输煤程控系统方案的设计与实施
1) 硬件系统(参见下图)
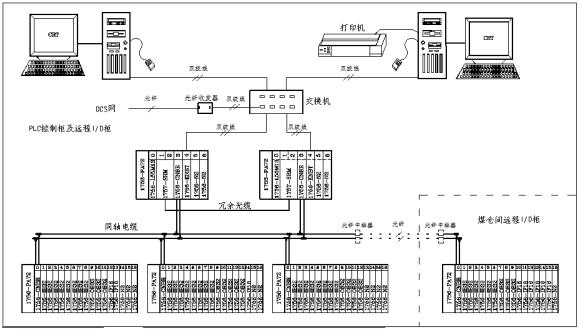
a) 上位机系统
本系统配置两台上位机,都可作为操作员站,其中一台兼作工程师站,且两台工控机可互为备用。上位机使用屏蔽双绞线同以太网交换机相连,通过以太网模块同PLC主机进行通讯。所有的数据显示和操作都可以在上位机上完成,并且还有报警,历史趋势和报表功能,给操作人员提供最完备的使用环境。
b) 控制系统
本系统使用了两台型号是1756-L55M13的CPU,内存1.5M。两个CPU分别安装在两个机架上,互为热备用,先上电的CPU为主。为了避免同时失电,两个机架的电源分别取自厂用电和UPS电源。两个CPU中的程序完全一样,采集信息、处理程序、发出命令由主CPU完成,备用CPU在实时跟踪主CPU工作。一旦主CPU失电或者通讯中断,备用CPU将代替主CPU继续完成工作。
主机通过以太网同PC机相连进行数据交换,其下面带的3个本地I/O机架通过ControlNet网与主站相连(ControlNet网为冗余配置),由CPU通过判断采集的输入信号,经过预先编制好的程序进行运算处理后,再通过输出模块发出命令,来达到控制的目的。
c) 远程系统
本系统设置了一个I/O远程站,通过多模光缆与主站的I/O机架相连。这种应用方式极大地减少了控制电缆的数量和长度,减少了因电缆过长而引起的接地或接线不良等故障,也减少了费用的投入。另外采用光缆连接远程站的通讯方式,使得通讯距离比应用同轴电缆通讯长了很多,并且消除了电压、电流的干扰,提高了数据传输的品质。
d) 同其他系统的通讯
同DCS系统采用以太网通讯,使用光缆连接两台交换机,DCS就可以很容易地直接从PLC主机中读取所需要的数据了。
同斗轮机系统和轨道衡系统通讯也是采用了光缆连接两台交换机的方式,由于输煤系统本身设备比较分散,距离又比较远(输煤主控室距离轨道衡控制室的距离超过了3公里),使用普通电缆或多模光缆不加中继器根本无法达到要求,而使用单模光缆就简单了,不加中继器的最远通讯距离可达到几十公里。
e) 工业电视系统
共有4台工业电视放置于前排的工业电视屏上,通过摄像镜头把相应设备的运行情况和事故情况显示在屏幕上,并可通过计算机进行记录存储,以便日后随时可以调出想要察看的那段时间的画面记录情况,分析事故原因。四台工业电视通过屏幕分割技术最多可同时显示16幅画面,通过选择按钮,把画面调整到自己想要观察的地方进行监测。
2)软件配置
a) 上位机监控软件
本系统的上位监控软件选用的是Intellution公司的iFix3.5作为开发平台,利用该软件的变量存档编辑器和水晶报表设计器,可以很方便地为运行用户过程数据生成用户档案并生成报表。利用ODBC功能,把所有设备的报警和人员的操作都记录下来,通过声音通知操作人员,以便使操作人员能够立即进行处理,并给日后事故原因的分析创造有利条件。
b) PLC控制软件
PLC控制软件采用ROCKWELL公司的RSLogix 5000编程软件、RS-LINX通讯驱动软件和RSNetWorx组态软件作为编程调试软件的开发平台。既可以使用梯形图编程方式,又有IEC的编程方法,给了编程者更大的自由度。这种软件的优点是有强大的功能块系统,针对不同功能都有一种功能块儿与之相对应,编程简便、灵活。
5.系统控制
自动启动时,按照逆煤流方向顺序启动设备;自动停机时,按照顺煤流方向延时停止设备;当某一设备出现事故跳闸时,由故障设备开始进行逆煤流跳闸(除铁器、电子皮带秤、取样器不参与跳闸)。并且本系统允许有多个流程在运行中,但不允许同时操作两个及以上流程启动或停机。当有两条流程在运行时,如果其中一条流程的某一设备出现故障造成此流程设备联跳时,不能影响另一条正在正常工作的流程。具体设备的位置和流程顺序参看“系统总貌”图:
在系统投入自动启动前,需要进行流程选择。如果两个流程同时选择了一个设备,则会发出报警。
流程选择需要通过上位机流程选择画面进行,在本次输煤程控项目中,我们总共设置了8个流程选择分画面,见“流程选择”图: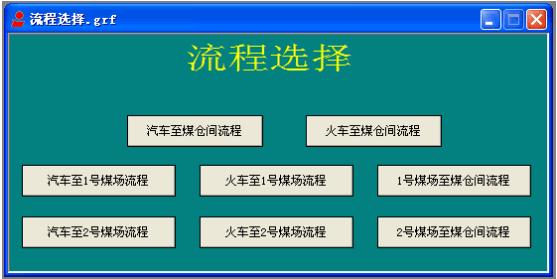
每一个流程选择分画面都设置了一个全选甲带键和一个全选乙带键,一旦按下全选甲带键,这个流程内的所有甲带就都变成深蓝颜色,表示被选中。
另外每一条皮带自身也有一个选择键,利用此键可以把有故障的皮带退出流程,选择另一侧的皮带来替代它,这样就可以做到甲、乙侧设备交叉使用。在设备选择完成后,按下确认键后就可以知道所选的通路是否正确,如果正确,则可以继续下一步操作,否则需要重新进行选择。当此流程使用完毕后,使用清流程键把这个流程清除,以免在另外的流程中使用相同设备时出现错误。参见“1号煤厂至煤仓间流程”选择图: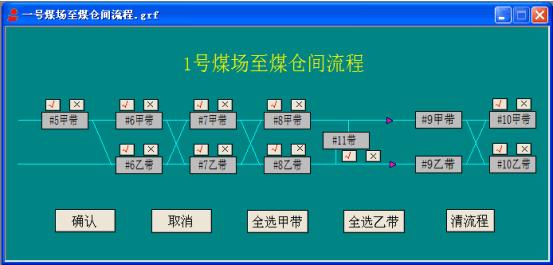
若所选流程为有效流程,则由语音提示下一步的“预启”操作。此操作发出后,三通挡板打到所选通路,滚轴筛(如果在流程内)、碎煤机(如果在流程内)运行。如在30秒预启过程中挡板正常启动到位,则发出“允许启动”语音提示,此时可以进行“程启”操作。选择“程启”后沿线设备从末端皮带机按所选流程逆煤流方向延时启动各设备直到煤源。当上煤结束时,立即进行“程停”操作。在多流程同时运行时要先选择煤源再进行“程停”操作,程停操作根据所选流程从煤源设备开始顺煤流方向逐台按预定的延迟时间顺序停止各设备直到最末一台设备。延迟时间是为保证每台运行设备上的煤走完后该设备才停机。
在自动运行中,某一设备出现故障或事故时,如皮带撕裂、拉绳,持续2秒以上的重跑偏、打滑或堵煤时,立即停止该皮带,同时联跳逆煤流方向的所<
文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询