

PLC在机械手控制中的应用
1 引言
本文以某物流控制中的机械手控制为例,分析了PLC与步进驱动装置的控制方法,本系统涉及的主要硬件是S7-200 PLC和SH-2H057步进驱动器。
(1) S7-200 PLC系列是西门子公司的可编程控制器,这一系列产品可以满足多种多样的自动化控制要求,由于具有紧凑的设计、良好的扩展性、低廉的价格以及强大的指令,使得S7-200 PLC可以满足小规模的控制要求。此外,丰富的CPU类型和电压等级使其在解决用户的工业自动化问题时,具有很强的是适用性。
1台S7-200 PLC包括一个单独的S7-200 CPU,或者带有各种各样的可选扩展模块。S7-200 CPU模块包括一个中央处理单元(CPU)、电源以及数字量I/O点,这些都被集成在一个紧凑、独立的设备中。
l CPU负责执行程序和存储数据,以便对工业自动化控制任务或过程进行控制;
l 输入和输出是系统的控制点:输入部分从现场设备中采集信号,输出部分则控制泵、电机、以及控也过程中的其他设备;
l 电源向CPU 及其所连接的任何设备提供电力;
l 通讯端口允许将S7-200 CPU同编程器或其他一些设备连起来;
l 状态信号灯显示了CPU 的工作模式(运行或停止),本机I/O的当前状态,以及检查出来的系统错误;
l 通过扩展模块可提供其通讯性能;
l 通过扩展模块可增加CPU的I/O点数(CPU 221不扩展);
l 一些CPU有内置的实时时钟,或添加实时时钟卡;
l EEPROM卡可以存储CPU程序,也可以将一个CPU中的程序送到另一个CPU中;
l 通过可选的插入式电池盒可延长RAM中的数据存储时间;
l 最大I/O配置。
(2) SH-2H057驱动器输入信号共有三路,他们是:步进脉冲信号CP、方向电平信号DIR、脱机电平信号FREE.他们在驱动器内部分别通过270Ω的限流电阻接入光耦的负输入端,且电路形式完全相同,三路光耦的正输入端为OPTO端,三路输入信号在驱动器内部接成共阳方式,所以OPTO端需接外部系统的VCC端,如果VCC是+5伏,可直接接入;否则需在外部另加限流电阻,保证给驱动器内部光耦提供8-15mA的驱动电流。
l 步进脉冲信号CP
步进脉冲信号CP用于控制步进电机的位置和速度,也就是说:驱动器每接受一个CP脉冲就驱动步进电机旋转一个步角度,CP脉冲的频率改变则同时是步进电机的速率改变,控制CP脉冲的个数,则可以使步进电机精确定位。这样就可以很方便的达到步进电机调速和定位的目的。本驱动器的CP信号为低电平有效,要求CP信号的驱动电流为8-15mA,对CP脉冲宽度也有一定要求,一般不小于5μs。
l 方向电平信号DIR
方向电平信号DIR用于控制步进电机的旋转方向。此端为高电平时,电机为一个转向;次端为低电平时,电机为另一个转向。电机换向必须在电机停止后再进行,并且换向信号一定要在前一个方向的最后一个CP脉冲结束后以及下一个方向的第一个CP脉冲前发出。
l 脱机电平信号FREE
当驱动器上电后,步进电机处于锁定状态(未施加CP脉冲时)或运行状态(施加CP脉冲),但用户想手动调整电机而又不想关闭驱动器电源,这时可以用到此信号,此信号低电平有效,电机处于自由无力矩状态;当此信号为高电平或悬空不接时,取消脱机状态。
l 步进电机简介
SH-2H057型驱动器用于驱动二相或四相混合式步进电机(亦称感应子式),此驱动器一般驱动60号机座以下电机。电机的出线方式不同,与驱动器的连接也不同。本系统使用的电机为二相四根线电机,可以直接和驱动器相连。见图1的机械手电机驱动模块原理图。
2 系统工作工程
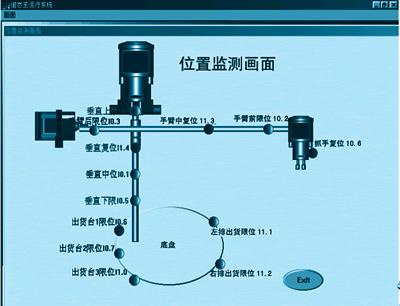
本系统的机械手部分由底盘、立杆、手臂、手组成,其中底盘由一个步进电机驱动,可顺逆时针旋转;立杆由一个步进电机驱动,可上下移动;手臂由一个步进电机驱动,可前后伸缩;手由气泵控制,可抓紧和放松。在相应位置都有位置检测信号用于定位。参见图1。
(1) 出货过程
从复位位置启动,根据要求到相应出货台(1,2,3号货台),此时底盘转动到要求位置,立柱下降,手臂伸出,定位后手抓货物,立柱上升,同时手臂回收(以免运行中与其它设备相撞),然后到相应出货台(左,或右出货台),立柱下降,手臂伸出,手打开,把货物放在相应出货台上。
(2) 进货过程
从复位位置启动,根据要求到相应出货台(左,或右出货台),此时底盘转动到要求位置,立柱下降,手臂伸出,定位后手抓货物,立柱上升,同时手臂回收(以免运行中与其它设备相撞),然后到相应出货台(1,2,3号货台),立柱下降,手臂伸出,手打开,把货物放在相应出货台上。
3 系统设计思想
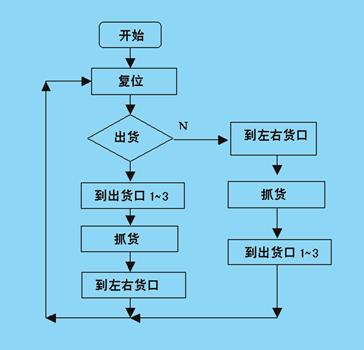
步进控制电路设计思想,PLC继电器式输出模块工作速度较低,故采用高频脉冲方波发生器,给出步进脉冲,其振荡频率按步进电机速度设置,步进量的控制采用位置检测,根据位置检测信号用PLC的输出点切断进给电机,实现步进电机的停车, 其程序流程图如图2所示。
在整个机械手运行控制过程中,采用限位开关以及面板操作开关以及系统逻辑开关作为输入点,整个系统中底盘有5个限位开关,分别作为5个位置的定位输入点,立柱有4个限位开关,分别为1个复位开关、一号位限位输入量、上限位、下限位。手臂有3个限位开关:手臂复位限位数入点、手臂前限位、手臂后限位。抓手限位开关,为抓手复位输入点。一共13个限位开关完成全部的控制输入。各限位开关分布情况见图1,
由于在整个控制过程中全部是通过控制步进电机驱动模块再驱动步进电机执行。这里对用集成脉冲输出触发步进电机驱动器原理进行说明。S7-200 PLC(CPU 226)的Q0.0和Q0.1分别对升/降步进电机、前/后步进电机发送脉冲;CPU 226的Q0.2对转盘步进电机发送脉冲。而步进电机的正/反转则分别是CPU 226的Q0.4和Q0.5分别对升/降步进电机、前/后步进电机实行控制;CPU 226 的Q0.6和Q0.7分别对转盘步进电机正反、抓手气泵开关实行控制。
机械手PLC程序的设计编写采用了STEP 7-Micro/WIN32软件的数据表(STL)的形式。程序设计修改方便,设计完成可联机调试,没有问题再把步进电机接上。
上位机监控软件采用北京亚控的组态王软件,通过变量映射实现组态软件的变量与PLC的寄存器的动态连接,从而实现了上位机对PLC的监控。
4 结束语
本机械手控制系统结构紧凑,动作可靠,使用方便,已较好地应用于我校的科研教学中.
本文以某物流控制中的机械手控制为例,分析了PLC与步进驱动装置的控制方法,本系统涉及的主要硬件是S7-200 PLC和SH-2H057步进驱动器。
(1) S7-200 PLC系列是西门子公司的可编程控制器,这一系列产品可以满足多种多样的自动化控制要求,由于具有紧凑的设计、良好的扩展性、低廉的价格以及强大的指令,使得S7-200 PLC可以满足小规模的控制要求。此外,丰富的CPU类型和电压等级使其在解决用户的工业自动化问题时,具有很强的是适用性。
1台S7-200 PLC包括一个单独的S7-200 CPU,或者带有各种各样的可选扩展模块。S7-200 CPU模块包括一个中央处理单元(CPU)、电源以及数字量I/O点,这些都被集成在一个紧凑、独立的设备中。
l CPU负责执行程序和存储数据,以便对工业自动化控制任务或过程进行控制;
l 输入和输出是系统的控制点:输入部分从现场设备中采集信号,输出部分则控制泵、电机、以及控也过程中的其他设备;
l 电源向CPU 及其所连接的任何设备提供电力;
l 通讯端口允许将S7-200 CPU同编程器或其他一些设备连起来;
l 状态信号灯显示了CPU 的工作模式(运行或停止),本机I/O的当前状态,以及检查出来的系统错误;
l 通过扩展模块可提供其通讯性能;
l 通过扩展模块可增加CPU的I/O点数(CPU 221不扩展);
l 一些CPU有内置的实时时钟,或添加实时时钟卡;
l EEPROM卡可以存储CPU程序,也可以将一个CPU中的程序送到另一个CPU中;
l 通过可选的插入式电池盒可延长RAM中的数据存储时间;
l 最大I/O配置。
(2) SH-2H057驱动器输入信号共有三路,他们是:步进脉冲信号CP、方向电平信号DIR、脱机电平信号FREE.他们在驱动器内部分别通过270Ω的限流电阻接入光耦的负输入端,且电路形式完全相同,三路光耦的正输入端为OPTO端,三路输入信号在驱动器内部接成共阳方式,所以OPTO端需接外部系统的VCC端,如果VCC是+5伏,可直接接入;否则需在外部另加限流电阻,保证给驱动器内部光耦提供8-15mA的驱动电流。
l 步进脉冲信号CP
步进脉冲信号CP用于控制步进电机的位置和速度,也就是说:驱动器每接受一个CP脉冲就驱动步进电机旋转一个步角度,CP脉冲的频率改变则同时是步进电机的速率改变,控制CP脉冲的个数,则可以使步进电机精确定位。这样就可以很方便的达到步进电机调速和定位的目的。本驱动器的CP信号为低电平有效,要求CP信号的驱动电流为8-15mA,对CP脉冲宽度也有一定要求,一般不小于5μs。
l 方向电平信号DIR
方向电平信号DIR用于控制步进电机的旋转方向。此端为高电平时,电机为一个转向;次端为低电平时,电机为另一个转向。电机换向必须在电机停止后再进行,并且换向信号一定要在前一个方向的最后一个CP脉冲结束后以及下一个方向的第一个CP脉冲前发出。
l 脱机电平信号FREE
当驱动器上电后,步进电机处于锁定状态(未施加CP脉冲时)或运行状态(施加CP脉冲),但用户想手动调整电机而又不想关闭驱动器电源,这时可以用到此信号,此信号低电平有效,电机处于自由无力矩状态;当此信号为高电平或悬空不接时,取消脱机状态。
l 步进电机简介
SH-2H057型驱动器用于驱动二相或四相混合式步进电机(亦称感应子式),此驱动器一般驱动60号机座以下电机。电机的出线方式不同,与驱动器的连接也不同。本系统使用的电机为二相四根线电机,可以直接和驱动器相连。见图1的机械手电机驱动模块原理图。
2 系统工作工程
本系统的机械手部分由底盘、立杆、手臂、手组成,其中底盘由一个步进电机驱动,可顺逆时针旋转;立杆由一个步进电机驱动,可上下移动;手臂由一个步进电机驱动,可前后伸缩;手由气泵控制,可抓紧和放松。在相应位置都有位置检测信号用于定位。参见图1。
(1) 出货过程
从复位位置启动,根据要求到相应出货台(1,2,3号货台),此时底盘转动到要求位置,立柱下降,手臂伸出,定位后手抓货物,立柱上升,同时手臂回收(以免运行中与其它设备相撞),然后到相应出货台(左,或右出货台),立柱下降,手臂伸出,手打开,把货物放在相应出货台上。
(2) 进货过程
从复位位置启动,根据要求到相应出货台(左,或右出货台),此时底盘转动到要求位置,立柱下降,手臂伸出,定位后手抓货物,立柱上升,同时手臂回收(以免运行中与其它设备相撞),然后到相应出货台(1,2,3号货台),立柱下降,手臂伸出,手打开,把货物放在相应出货台上。
3 系统设计思想
步进控制电路设计思想,PLC继电器式输出模块工作速度较低,故采用高频脉冲方波发生器,给出步进脉冲,其振荡频率按步进电机速度设置,步进量的控制采用位置检测,根据位置检测信号用PLC的输出点切断进给电机,实现步进电机的停车, 其程序流程图如图2所示。
在整个机械手运行控制过程中,采用限位开关以及面板操作开关以及系统逻辑开关作为输入点,整个系统中底盘有5个限位开关,分别作为5个位置的定位输入点,立柱有4个限位开关,分别为1个复位开关、一号位限位输入量、上限位、下限位。手臂有3个限位开关:手臂复位限位数入点、手臂前限位、手臂后限位。抓手限位开关,为抓手复位输入点。一共13个限位开关完成全部的控制输入。各限位开关分布情况见图1,
由于在整个控制过程中全部是通过控制步进电机驱动模块再驱动步进电机执行。这里对用集成脉冲输出触发步进电机驱动器原理进行说明。S7-200 PLC(CPU 226)的Q0.0和Q0.1分别对升/降步进电机、前/后步进电机发送脉冲;CPU 226的Q0.2对转盘步进电机发送脉冲。而步进电机的正/反转则分别是CPU 226的Q0.4和Q0.5分别对升/降步进电机、前/后步进电机实行控制;CPU 226 的Q0.6和Q0.7分别对转盘步进电机正反、抓手气泵开关实行控制。
机械手PLC程序的设计编写采用了STEP 7-Micro/WIN32软件的数据表(STL)的形式。程序设计修改方便,设计完成可联机调试,没有问题再把步进电机接上。
上位机监控软件采用北京亚控的组态王软件,通过变量映射实现组态软件的变量与PLC的寄存器的动态连接,从而实现了上位机对PLC的监控。
4 结束语
本机械手控制系统结构紧凑,动作可靠,使用方便,已较好地应用于我校的科研教学中.
文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询