

台达人机界面与SC500PLC在工业控制中的应用
一、工艺流程及要求
水阵线玻璃瓶消毒生产线设备示意图如图1所示。玻璃瓶从入口处进入,碰到传感器1,启动走带机走带,带动瓶从入口走向出口,途经预热区、消毒区、冷却区。只有进口风机、热风机、出口风机、排风机运转,才能走带。如入口处进瓶过快,挤压传感器2则发出信号去停止前方设备停止进瓶。如出口不畅,传感器3发出信号,停止走带机工作。五个风机中只要有一个停机,就停止加热器运行,并报警显示 。检测风机不运行有传感开关装在风机的出口处,风机变频器的故障输出点进入PLC,走带机及各电机的空气开关跳闸接点也都进入PLC,加热器装在炉子的中央顶部,由热风机向下均匀扩散加温 。要求对不同型号大小的玻瓶进行不同温度的设置。能显示各区的温度值,并有反应温度的走势曲线图。对于进风机、热风机、出口风机要有能检测其风压的数值显示,以确定是否过滤网堵塞
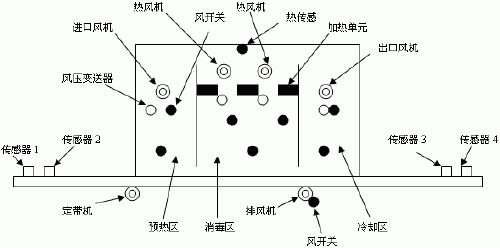
图1 生产线设备示意图
在正常工作时,工作下班后,当温度下降到100℃以下,设备能自动关机 。如炉内还有瓶未处理完,则启动夜间工作。这样在100℃以下停机后,还有进口风机、出口风机工作,以保证外部的灰尘不能进入炉内 。对于消毒时间,由PLC采集出口处传感器的数据,通过速度转化为时间,来显示玻瓶在消毒区的消毒时间,以确保消毒的可靠性 。设备在保障下,要求能准确显示故障发生点及解决问题对策画面,并有动画反映生产现场工作情况。
二、系统配置
对于以上要求,我们选用中达-斯米克公司的人机界面、PLC组成一个控制系统。具体如下:
1.人机界面型号为PWS-3760-TFT,该屏是真彩色10.4寸屏,采用232口进行下载和编程,采用RS422口和PLC通讯。选用真彩能更好地反映现场景色,动画逼真、美观。
2.PLC选用SC—500系列,该机具有1024点输入、输出功能,1个RS232通信口和1个RS422通讯口,是一种模块化机型,可灵活配置功能模块及输入、输出点。
3.输入选配XDC10十六点DC输入模块2块,输出配1个YRY10十六点继电器输出模块。
4.仿真输入单元采用AD020四路输入模块,输入三个风压模拟量值(4mA~20mA)。
5.温度输入单元采用THM10五路带PID调节PWM输出温控模块1块,采进三路:加热区、消毒区、冷却区的温度。
其系统构成如图2所示。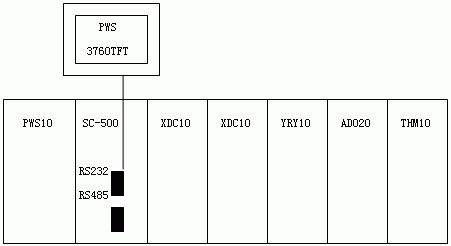
图 2 系统配置图
三、调试运行情况
该系统最重要的是对消毒区温度精度控制的调试,消毒区的加热系统采用五组电热丝单元加热,其中一组为基本加热单元,其他四组为PID温度调节加热单元 。以前该生产线采用OMRON PLC,当时的情况是:生产线试运行时,出现温度曲线波动幅度过大(±8℃)。 超过厂家要求的消毒温度波动指针(±2℃)。实际调试时采取了两个措施对温度波动幅度进行控制。(1)采用双位PID温度控制系统堵住温度下降趋势 。当铂热电阻检测到消毒区温度低于设定温度1℃时。通过双位PID温度控制系统使PLC将七组加热单元全部投入运行30秒,然后通过铂热电阻检测消毒区温度,由温控单元PID控制,直到温度达到设定值为止。(2)温度过调量的控制。首先对消毒区温度进行检测,如果温度大于设定值,PLC将七组加热单元全部强行切除,并不断检测消毒区温度,根据实际情况作出实时控制,在现场通过对控制程序的某些参数作一定的修改 。并经过反复调试,最后温度控制精度完全符合厂家要求。在对系统的调试中发现,该控制系统完全可以通过对程序作进一步的修改、调试。达到更高的温度控制精度。
在采用SC—500后,由于我们的THM10可以单独设定PID值,因此很方便的就把温度稳定在正负1度内,超过了工艺要求。
四、结束语
该系统应用于玻瓶消毒生产线设备上,对消毒度控制良好,能对各区温度进行显示,并对不同玻瓶的消毒温度进行设置 。现场故障一经发生能马上弹出一详细故障对策画面。经现场工作情况看,满足设计要求 。这个系统是一种智能化的专家对策系统,增强了人机交互性,提高设备的控制性能,简化了操作柜设计,提高了设备科技含量,在市场上很有竞争力,有很大发展空间。
文章版权归西部工控xbgk所有,未经许可不得转载。










 服务咨询
服务咨询