

VIPA 200V系统和ED200PA在电工钢叠装系数测试仪上的应用
二、技术要求
附加载荷:压强(1.00±0.05) MPa。
叠层高度:测定值的±0.2%
3. 测定试样:
爱普斯坦方圈试样: 30㎜×300㎜;
4. 测试用电气及机械部件
1)各种低压电气部件均采用国际名牌。
2)压力传感器采用国际名牌,测定范围 0—10KN, 精度0.001KN。
3)用于传动的机械部件采用国际名牌。
5. 厚度测试尺
1)生产厂家:日本三丰。
2)测定范围 0—
3)通讯机能:计算机自动读取测量数据。
6. 主要测试功能
1)需要测试的试样信息为上位机传来的信息,也可手工登记试样信息。多余的信息可删除。
2)试样的重量由计算机自动从电子秤读取数据,精度为±0.1% 。
3)试样的宽度由计算机自动从宽度测试尺读取数据,精度为±0.1㎜。也可手工输入宽度数据。
4)自动进样。
7. 叠装系数的测定
1)压强为(1.00±0.05) MPa,由计算机进行自动设定。
2)压力设计成具有压力标准可修改的功能。
3)自动进行载荷设定,具有压力超限报警保护功能。
4)自动进行数据测定和叠装系数的计算,数据可自动上传给上位机,并可用打印机打印。
5)操作界面根据用户习惯采用表格形式,分为微机操作和触摸屏操作两个部分,均可独立操作互不影响。
8. 标样测试
具有单独的标样测试画面,且可预先输入标样数值及上下限数据,对超出上下限的测试结果予以警示。
9. 数据处理:
1)测量数据存入数据库中,并可随时调用。
2)所有测量数据都能转换成Excel格式文件。
3)具有打印、查询、统计分析功能。
10. 网络通讯功能:
1)本计算机须接入局域网,与上位机之间具有双向通讯功能。本计算机数据库格式必须满足用户实际要求,并且根据用户实际数据库情况进行配置。
2)上位机发送的信息日后可能会发生变化,应预留日后易于修改的格式。
11. 故障报警功能
设备发生故障时,应该具有自诊断功能,显示故障大致部位及引起故障的原因和排除方法。
三、系统配置
1 、硬件组成
电源模块 VIPA 207-1BA00 2 块
CPU + DP 主站 VIPA 214-2BM02 1 块
模拟量输入模块 VIPA 231-1BD53 1 块
通信模块 VIPA 240-1BA20 2 块
开关量输入模块 VIPA 221-1BF00 1 块
开关量输出模块 VIPA 222-1BF00 1 块
开关量入/出模块 VIPA 223-1BF00 1 块
操作面板 EVIEW MT501T 1 个
驱动装置 EDP200 PA 2 套
伺服电机 KINCO 23S31 2 台
2 、软件组成
编程软件 SW-873(WinPLC7) 1 套
伺服组态软件 ECO2WIN 1 套
组态软件 EasyBuilder500 1 套
升降、测厚电机均采用伺服电机,驱动器采用KINCO的系列EDP200 PA,操作和生产工艺参数显示采用EVIEW的MT-501T触摸屏,全线控制采用 VIPA公司的200V PLC构成。VIPA 214DPM的Profibus和ED200 PA和MT-501T通讯。
四、各系统简介
1. 升降的位置控制
升降用于试样宽度检测。电机采用交流伺服电机加伺服驱动器控制。升降速度、位置由速度电位器通过MT-501T送入VIPA 214 CPU,再通过DP网由VIPA 214 CPU加到ED200 PA上。由于测量精度的要求,升降的加速度不能太大,因此升降速度的设定采用PID运算。
驱动器类型:ED200 PA,0.4KW
设定:
P6040=06(停)或1F(运行)
P6060=3
P6081=1000
P6083=100
P60FF=0.8
P60F601=8000
P60F602=50
P
2. 测厚位置和速度控制
由于测厚速度需根据压力自动调节速度(U=K * D * 1/P)。
其中U:测厚速度,K:修正系数,D:两极板距离,P:读取的压力值。所以测厚电机驱动器的设定由以下两个因素决定。
· 测厚位置通过旋转编码器测定,其信号通过驱动器的DP 口送入VIPA 214DPM PLC,PLC测量高速计数器的计数值即为测厚位置。
· 压力设定通过MT-501T设定,在运行中不断读取压力值P并送入PLC。
PLC将上述两个参数相乘(压力的倒数)并乘以相应的修正系数(根据机械变速比决定),需要注意的是,由于测厚电机在使用过程中需要高速换向,因此当收到换向信号时,电机需要高速的降速和升速过程,ECOSTEP200 PA需外接制动电阻。
测厚驱动器类型:ED200 PA,0.75KW
设定:
P6040=06(停)或
P6060=3
P6081=3000
P6083=100
P60FF=1.5
P
P60F602=50
P60F606=25
五、系统功能介绍
1、启动,自检,复位,待料。
2、放置被测试样至送料器。
3、送料器送入被测试样。
4、送料器将被测试样送入转料叉。
5、转料叉将被测试样翻转90度。
6、转料叉将被测试样送至预定位置。
7、托料叉上行,托起被测试样。
8、托料叉将被测试样送至测宽位,转料叉退出。
9、被测试样进行宽度测试。
10、宽度测量完毕,将被测试样送入电子称料叉,进行称重。
11、重量测试完毕,托料叉上行,将被测试样送至叠装系数测试位。
12、标准压块与测量平板将被测试样压紧,进行叠装系数测试。
13、叠装系数测试完毕,托料叉上行,转料叉进入。
14、托料叉将被测试样置入转料叉后退至待料位。
15、转料叉退出,将被测试样翻转90度平行于操作平台。
16、送料器将被测试样送出转料叉。
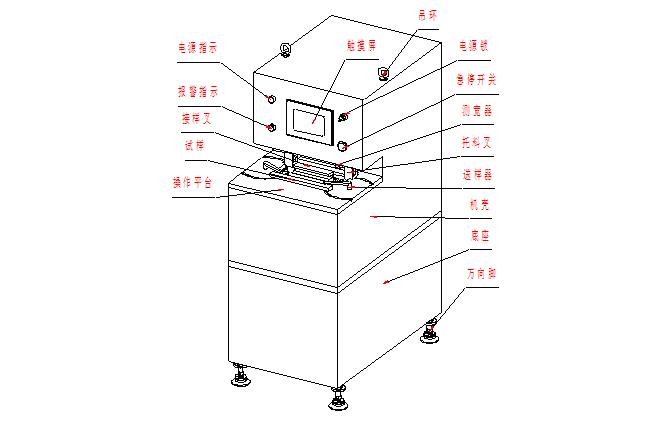
系统外观图一
1、电工钢叠装系数的测量方法由传统的垂直下压方式改变为水平方向拉动加压,既简化了仪器的结构,又消除了消除了直立式压力机构由于自重产生的压力偏差,提高了测量精度。
2、垂直伺服系统采用托料叉承载试样,使试样放置方便,安全,可靠。
3、在托料系统上方加装测宽装置,在托料系统下方加装称重装置,则可一次完成测宽,称重和测量叠装系数三项工作,使仪器功能具有可扩展性,大大提高了生产效率。
4、配合托料系统加装一套自动循环送料装置,可自动完成试样的放置和回收。
5、预留了全自动生产线的机械接口和电气接口,使自动送料循环系统可在硅钢片试样的系列检测流程中与其他检测装置衔接,从而为生产线上前后设备的连接提供了方便。
八、综述
该测试仪从二OO 六年初投入使用至今,各个性能指标完全满足对硅钢片的叠装系数测定要求,不仅能完成自动进料、定位、加压、测量、复位、退料等工序,而且具有试样自动测量宽度和测厚功能,不用人工干预。其卧立侧压式的创新设计减少了压头自重所致的测量误差,提高了测量精度,并增加了自动测宽测厚系统,故障率低、维护简单,大大提高了数据采集精度和工作效率。可以相信VIPA 214DPM和ED200 PA的优良性能和极高的性能价格比使它们在测试仪器上具有广泛的应用前景。
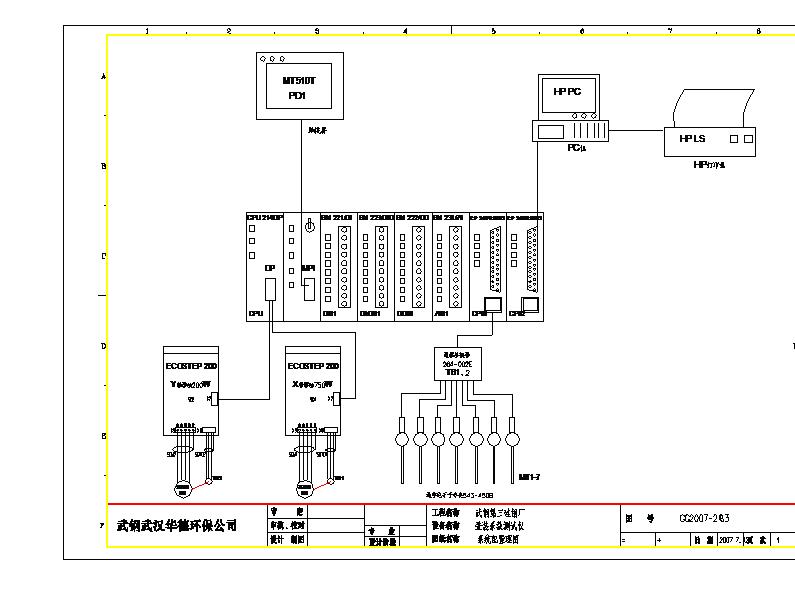
系统配置图
文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询