

B&R控制系统在吹塑机的应用和改进
一、前言
有着70多年吹瓶机生产历史的考特斯公司是全球著名的中空成型机的生产厂商,它在该行业具有领先的技术和影响。2002年首次将B&R控制系统应用于塑机行业,当时B&R控制器以其运算速度快,模块体积小,可扩展性能强及性价比高等因素而著名,安装B&R控制器的考特斯机器也深受用户的喜爱。
但随着机器不断的改进和功能不断的增强,运用的器件等级越来越高,原来的控制系统就显得捉襟见肘,机器的很多功能都无法实现,控制器运算速度已经严重的阻碍机器的发展,改进系统成了当务之急。
二、原系统的配置及缺点
原系统的配置如图1所示: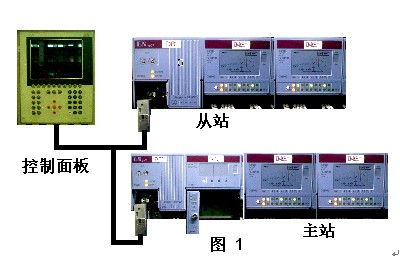
系统的上位机选用的是B&R Provit 2000系列的工控机,主要用于机器参数的设定和状态显示,机器的报警、壁厚曲线设定及跟踪、配方数据均保存在这里。系统选用32M存储卡存储操作系统、应用程序和参数。
主站选用的是B&R 2003系列CP476 中央处理器(CPU)作为整个系统的控制单元,它控制机器运行的整个工艺过程和运算过程。通过CAN总线与上位机及系统从站交换数据。数据传输速度为250KB/S ,该模块还具有4个通道的扩展槽,可用于扩展一些模拟量的旋入式模块。同时通过底板还可以扩展DM465 I/O 模块,用于开关量的读入和写出。
系统从站主要是用于温度控制,选用EX470通过CAN BUS总线与主站连接,该站扩展有若干块DM465模块和AT664模拟量模块用来控制加热圈和热电偶的信号采集。
通过以上描述可以看出,该系统的缺陷显而易见,当系统配置增大时,首先CPU模块的带载就成问题,我们的配置最多时主站达到6块DM465,其次,CPU模块的运算速度达不到要求,即使更换2003系列最高端的模块,也很难保证程序的正常运行,更换更高端的CPU是我们的首选。原系统上位机配置的是IPC,但并不具备带I/O的能力,只是作为画面的显示,资源并未得到充分发挥,它和主站CPU模块有大量的数据交换,严重的占用了本来就不宽裕的主站的系统资源。软件对通讯的编程也相当的烦琐,如何将2个CPU模块合并为一个整体,是本设计的主要思路。
系统的打印归档和远程监控的功能很弱,由于CP476采用的是RS232通讯,传统的远程拨号很难拨通且速度很慢,再者,掉线事件频繁发生,给系统的远程维护带来了诸多不便。

基于以上的思路,新的系统选用PP400系列IPC做为整个系统的中央处理单元,在机器上配置6个从站,安装于机器的各个部位从而形成分布式的I/O总线结构,人机操作的科学性和实用性于一体,系统的大小配置更加灵活。见图(2)
PP481和IF797构成系统的主站。PP481不仅仅是一个人机界面,同时它也是一款高性能的CPU,它的主频为500 MHz, 带有128KB的二级缓存,128MB的SDRAM。由于本系统中有多个高速的循环任务,比如:型胚壁厚控制、模架运动控制,吹针运动控制等,这些运动控制要求系统任务的循环扫描周期在2ms以内,而PP481支持高达400uS的循环周期。另外还有一个100M的网卡和2个USB口,为远程宽带连接和屏幕拷贝带来了方便。
系统从站1-3选用B&R XX436紧凑型模块,它采用直流24V供电,4路模拟量输入,4路模拟量输出,8路开关量输入,8路开关量输出,其中4路输出0.5A,4路输出2.0A ,可以直接驱动电磁阀和继电器等。该模块也可以连接计数器和高速增量式编码器,采用X2X总线和主站连接,循环时间可达到200us,真正实现高速即时数据传送。该站主要用于控制高响应比例阀、线性位置传感器(电子尺)和温度传感器(热电偶)等。可以根据机器的具体配置灵活的选用从站的数量。
从站4—6由EX470和DM465构成,这和原系统的从站是相同的,之所以这样配置,主要是基于其可靠性和性价比。本站主要处理的是温度控制、普通的液压阀和关电开关等,任务等级相对要求较低,因此系统总线的要求也不高,而EX470支持CAN BUS总线,数据传输速度能达到500KB/s,也可以根据机器的具体配置灵活的选用从站的数量。
由于考特斯机器种类繁多,控制软件也很庞大,经过软件实际测试,CPU的使用率大约在50%左右,系统运行很安全。随着我们机器的不断改进,以后可能要求程序循环时间会更快,贝加莱将提供PPC700工控机作为我们的备用机型,程序和硬件都不用做大的修改,方便且实用。
三、软件功能的改进
B&R系统最大的优点就是用一个编程软件(Automation Studio)同时集成了可视化单元和I/O控制单元,对程序开发者来说是非常方便的。
1、本次改进的系统画面几乎全部重新制作,主要是因为原来的SG3格式文本功能很弱,很多功能和硬件都不支持该方式。改进成SG4格式,功能更齐全,画面更加清晰,层次感强,便于报警和文本的编辑。
2、在系统配置里集成了VNC服务器(见图3)。在IPC中添加VNC Server并为机器设置IP地址,在不增加任何成本的情况下,实现对远程机器的监控和操作功能,提供两级访问权限控制,一级权限是监控机器状态,该权限只能监控,不能对机器操作。另一级权限是能对机器参数监控和操作同时进行。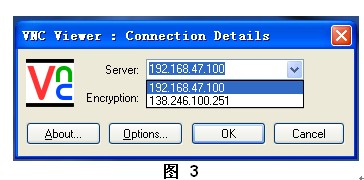
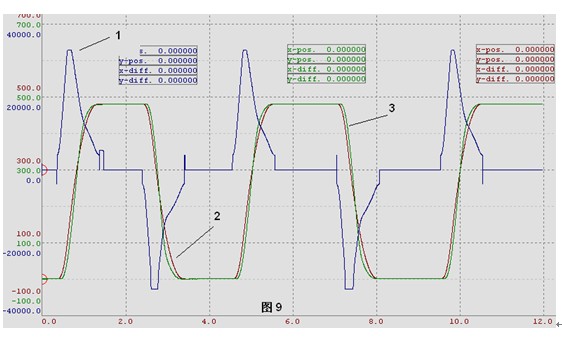
3、首次引用了B&R软件液压库。塑机的很多控制部件都是液压驱动的,动作慢、动作精度低且运动轨迹不平滑,运用该库函数后,移模动作快而稳,机器的震动大大降低。设置参数如图4所示:
通过修改以上参数可以得到模架运动的profile曲线,见图9的曲线2,依据速度(V)推算比例阀的流量(Q),再由流量依据比例阀的流量曲线可以获得控制电压的值(U)。实际获得的运动轨迹见图9的曲线3。图9的曲线1是比例阀上的控制电压,从图中可以看出,实际的误差是非常小,曲线的轨迹也非常平滑。
4、修改了型胚长度自动调节系统的软件,能做到双工位的自动调节。(见图5)


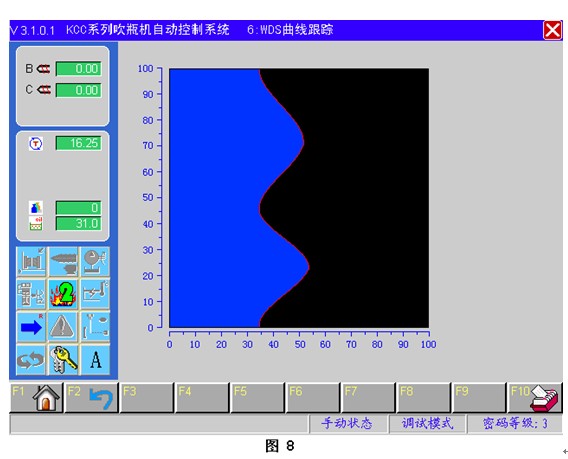
7、更改了壁厚曲线编辑并引入了画面虚屏显示的概念。由于原CPU的原因,用户在编辑过程中有时会出现线段不受控、线段拉伸过度、画面刷新存在闪烁等现象。新的程序克服了以上的缺点,编辑壁厚曲线完美快捷。(见图7 图8)

5、壁厚控制的重量修改范围增大了10倍。由原来的0—99%改变为0.0----99.9%.
6、IP地址能任意修改。用户可以根据自己的实际情况任意修改网卡的IP地址,使IPC能通过局域网或路由器接入宽带网络。(见图6)7、更改了壁厚曲线编辑并引入了画面虚屏显示的概念。由于原CPU的原因,用户在编辑过程中有时会出现线段不受控、线段拉伸过度、画面刷新存在闪烁等现象。新的程序克服了以上的缺点,编辑壁厚曲线完美快捷。(见图7 图8)
8、增加了屏幕拷贝功能,用户只要在USB接口上插入U盘,按下屏幕下方的打印屏幕按键,该幅画面就可以存储到U盘上。便于系统参数、故障历史记录的保存、归档等。
9、增强了中/英文画面的切换,原来方案只能退出到主画面进行切换,新方案设计为每页都可以切换。
10、更改了画面的制作风格,采用了Windows风格的操作图标。
11、由于选用的是触摸屏,增加了光标调校页面。四、新系统的特点
1、新方案选用的B&R控制器是高性能、分时多任务的控制系统,每个任务的优先级和循环时间都可以根据需要调整,整个系统的实时性可得到优化,运算速度更快。
2、硬件采用模块化的I/O分布式结构,减小了信号的干扰,有利于机器的布线,便于机器的各种配置需要。
3、系统采用了X2X 总线、CAN BUS总线进行通讯,即时、快速。
4、稳定快速的远程监控功能也为机器的运行提供了保证。
5、人机界面采用10寸TFT真彩液晶面板,分辨率高达26万色,平均使用寿命达到5.5万小时。
6、壁厚控制更为精确,基本重量值精确到小数点后一位。
7、曲线编辑和拉伸更为简便,曲线显示采用虚屏技术,无闪烁。
8、系统液压库的运用,使得机器的移模、开合模、吹针的动作更加快速、平稳、准确。
9、型胚长度双工位自动调节。
10、4级密码保护功能。完备的用户管理。
11、温度控制采用B&R的智能PID调节,能自整定优化参数,温控精度能达到±1度。具备预加热功能和定时加热功能。
五、结论
自从新控制系统08年配备到考特斯KCC机器后,以其快速响应和稳定的性能深受用户的好评,画面清晰流畅,结构简捷,设计者同时也考虑到了系统进一步的扩展和改进,如果要增加或减少从站的数量或者更换更高级别的控制器,软件几乎不用作大的更改。实践证明它是一个较为完美的控制系统。
参考文献
《新一代可编程计算机控制器技术》主编:齐蓉,主审:肖维荣,西北工业大学出版社。
作者简介
李元军, 男,1967年6月生, 陕西渭南人,高级工程师,学士学位,曾就职于国内某研究机构,主要从事某军品项目的研究和开发,主攻方向为电气工程及自动化应用,现从事塑料机械的软件开发。
地址:广东省佛山市顺德区伦教顺德考特斯塑料科技有限公司
邮编:528308
电话:0757-2733 0945
邮箱:yuanjun.li@sdkautex.com文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询