

交流变频技术在中大型转炉上的应用
摘要:本文介绍了1336 Force变频装置在某中大型转炉中的应用。
关键词:转炉,变频调速,矢量控制,主从切换
Abstract: The paper described the AC Frequency-converter adopting for the converter tilting system and oil lifting system.
Keywords:Converter system, Variable freguency adjusting speed, Vector control Master/Slave
1 引言
近年来,国内自主建设了相当数量的中大型转炉(80t~150t级)。基于转炉倾动装置的工艺特点(频繁地启动、制动和加减速)、氧枪的工艺要求(快速自由升降、较高的定位精度),考虑到交流电动机自身的优点、电力电子/微电子技术的发展、现代控制理论的应用日趋成熟,交流变频技术在这些中大型转炉上得到了更多的应用。甘肃某钢铁公司新建的三座120 t转炉就采用了交流变频技术。
2 控制系统的组成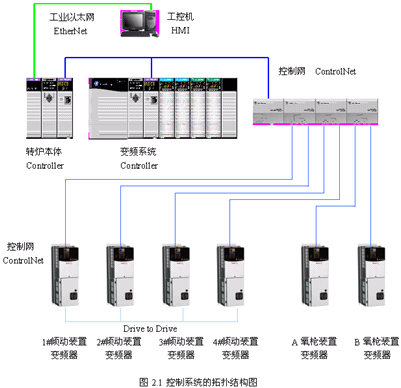
本系统采用Rockwell公司的ControlLogix 1756-L55控制器(以下简称CLXD)作为控制主站。一方面,CLXD通过ControlNet与转炉本体控制器(以下简称CLXM)实现数据交换,CLXM发出设备起停的控制指令、给定速度,CLXD实时反馈变频装置的具体参数、报警信息在HMI上显示。另一方面,CLXD下挂六台1336 Force变频装置,通过控制网ControlNet控制每一台装置的运行。将倾动氧枪变频装置的控制与转炉本体其余设备的控制分开,编程、调试、维护、查找故障都较为方便。四台倾动电机的变频装置通过D2D通讯实现装置之间的数据交换。系统的网络结构见图2.1。
转炉的容量为120t,采用全悬挂式的四点啮合的结构形式,由4台交流变频电机拖动。每台电机都由一台1336 Force变频装置供电,四台变频器拖动四台电机在转炉倾动时均衡分担负载。考虑到检修的方便,每台变频装置的出线侧均设置了输出接触器用于形成电气回路上的可靠断点。两套氧枪卷扬电机各设置一套1336 Force变频装置。为达到一定的控制精度要求、提高低速时的动态响应性能,每台电机上均设置了一个增量型速度编码器。作为速度反馈值,该信号直接进入变频装置。
在生产过程中,如果倾动电机或是变频装置发生故障,为保持生产的连续性,电机容量及变频装置容量的选择已能满足三台电机生产时能保证一个班次的正常生产、两台电机生产时能维持一个炉次的正常生产的情况。如果氧枪电机或变频装置在该氧枪处于工作状态时出现故障,通过设置两组机械互锁的接触器实现两套变频装置与两台电机之间的任意组合,实现该炉次的正常吹炼。由于1336 Force是一种高性能的矢量变频装置,在无速度反馈时仍具有较好的控制精度(1%),变频装置在切换时采用开环控制。这样,既避免了易受干扰的编码器信号的复杂切换,又保证了可以接受的控制精度。单线系统图见图2.2。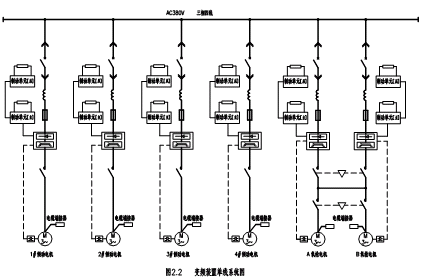
3 控制系统的功能
由于转炉的四台电机属于刚性连接、机械速度一致,这样就要求控制电机的变频装置输出转矩应大体一致(各电机的负荷差异<10%)。为满足负荷平衡的要求,本系统采用主从控制的传动控制系统。四台电机中任选一台做为主装置,主装置接收CLXM发出的控制指令、速度要求,采用速度控制模式,该电机的编码器反馈用于闭环控制。其余三台变频装置均为从装置,采用转矩控制模式,从装置的编码器反馈用于速度限幅。通过Drive to Drive 通讯,装置之间得以实现最快2mS、最大500k/S的数据通讯。主装置采用速度控制,使得电机的速度能够动态跟随;从装置采用转矩控制,使得四台电机的出力保持平衡。
基于安全控制的考虑,转炉在运行过程中如果主变频装置或是主电机出现故障,从装置立即会因通讯故障而停机。操作人员进行故障确认后,可以通过人工选择主变频装置或是控制系统自动重新选择主装置来实现继续生产。这样既保证了设备的安全运行又不会影响正常的生产。
倾动装置与氧枪均是位能负载。转炉回垂直位或是氧枪下放时,电动机均工作在发电状态,多余的能量必须释放。本系统通过配备制动单元和制动电阻实现能量的自动释放,以保证变频装置的直流母线电压维持在正常的范围。根据制动电阻阻值的计算以及对负载的分析,倾动电机及氧枪电机处于制动状态的时间较长。从安全的角度考虑,制动单元及制动电阻均选择了两套。
国内的中大型转炉一般采用正负力矩进行力矩设计。从力矩分析及生产的情况来看,转炉在测温取样区域可能出现负力矩(见参考文献[3])。因此必须要求电机的制动器在电机输出足够的转矩后才允许打开,使炉体不至于产生回位动作和抖动。CLXM发出启动指令后,制动器不能立即打开。CLXD在判断变频装置的输出转矩达到一定数值时再打开制动器,炉体就能够比较平稳的启动。CLXM发出停止指令后,CLXD在判断变频装置的输出转矩降至一定数值时再关闭制动器,就避免了变频装置电流过大或是机械抖动较大的情形。由于制动器打开前变频装置输出的转矩值取决于给定速度值,在转炉的低速倾动区就必须采用快速励磁方式使得输出转矩尽可能快地达到要求,以避免低速区响应时间较长的情况。
4 控制效果
响应时间短、超调量小,是对控制系统的基本要求。由于转炉的四台变频装置采用主从控制,那么主装置的参数整定对整个系统的动态性能有着较大的影响。如果主变频装置的响应时间较长,由于炉体倾动的特点(兑铁或出钢时需断续得电),可能系统会出现无法跟随给定的状态;如果主变频装置的超调量较大,那么从装置驱动的电机将反复振荡。因此,变频装置的Ki、Kp、Kf参数需反复调整。图4.1为经过参数调整后以4#变频装置为主装置、现场装料操作(兑铁、加废钢)结束后炉体回到垂直位过程的四台电机的电流曲线。图中左上方颜色图例的含义依次为:炉体倾动角度、1#变频装置的输出电流(4096对应着电机的额定电流)、2#变频装置的输出电流、3#变频装置的输出电流、4#变频装置的输出电流。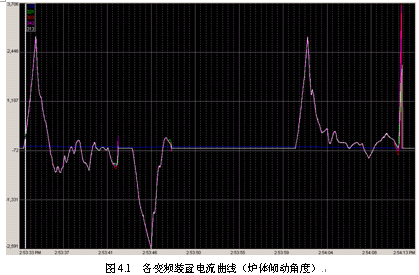
5 结束语
由于1336 Force变频装置自身的强大功能----定向磁场控制、零速满力矩的输出、方便的主从切换,再通过合适的系统设计、参数设定,较好地解决了驱动位能性负载的问题,在调试过程中有效地避免了炉体倾覆、氧枪坠枪等情况。该系统自2005年4月投入运行以来(目前转炉生产已达产),一直运行良好,用户非常满意。
参考文献
[1]刘竞成主编. 交流调速系统[M]. 上海:上海交通大学出版社,1989.
[2]周绍英. 电力拖动[M]. 北京:冶金工业出版社,1993.
[3]黄其明,彭学元,潘光明. 交流变频驱动转炉的正力矩设计及安全性改进. 钢铁技术,2003.6
[4]马竹梧等编著,钢铁工业自动化(炼钢卷).北京:冶金工业出版社,2003.
[5]1336 FORCETM Adjustable Frequency AC Drive User Manual[Z]. Rockwell公司.1998
文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询