

PLC在氮气压缩机控制系统改造中的应用
某乙烯厂聚丙烯装置TS2/060-B2型氮气压缩机是意大利SIADMACCHINEIMPIANTI公司生产的往复式压缩机,主要用于对常压氮气增压以满足工艺系统需求。由于压缩机投用多年再加上恶劣的现场环境,原控制系统经常出现故障,严重影响了装置的正常运行,急需改造。
2 工艺过程与旧控制系统老化问题
从界区来的常压氮气由第一级气缸吸入,被压缩,送入冷却器和冷凝分离器,在分离器中湿的气体由换热器除去冷凝水,冷凝水必须经合适的阀门进行周期性的排泄。压缩、冷却,干燥后气体送至下一级,同样的循环在每一级进行。常压氮气经氮气压缩机压缩后,高压氮气供主催化剂输送用,高高压氮气通过管线与工艺系统连通,供工艺系统气密用。高压氮气送入缓冲罐中,压力为1.0Mp。高高压氮气压力为3.7Mp。氮气压缩机必须在有润滑油润滑时工作,润滑油由润滑油泵提供,设定一个润滑油低压压力开关PSL646为3.5bar,低低压压力开关PSLL649为3bar,使压缩机不在无润滑油时工作。
机组控制系统主要由位于现场控制盘内的5块单片机电路板与部分继电器组成,完成机组的启动、停车、报警、联锁等。由于多年来一直未曾使用,控制系统中单片机电路板出现了部分锈蚀,元件运行极不稳定,如吸入口压力低报PSL640信号输入后,无输出报警信号;PALL641、PAHH645、PAHH643、TAHH642在无输入信号的情况下,偶尔出现报警,其报警会引起联锁停车,而原单片机电路板无法购买到,所以迫切需要改造。改造为性能稳定、成本低廉的S7-200PLC控制系统。
3 PLC控制系统硬件配置
选用S7-200PLC的型号为CPU226DC/DC/DC24输入/16输出,订货号为6ES7216-2AD22-0XB0;选用扩展模块的型号为EM22324VDC数字组合8输入/8输出,订货号为6ES7223-1BH22-0XA0,继电器用原系统中已有的。利用STEP7-Micro/WINV4.0软件强大的功能编制程序,然后通过PC/PPI电缆将程序下载到S7-200PLC中。I/O地址分配如附表所示。
附表I/O地址分配

4 PLC控制系统软件设计
根据原控制系统的逻辑关系在STEP7-Micro/WINV4.0环境下设计了PLC梯形图,下面说明了一些主要程序的设计方法。
4.1滑油压力信号、累积报警和停车程序
K24为一接通延时继电器,延时时间为15秒。当氮气压缩机停止时,继电器K24线圈断开,K24的常闭触点闭合,内部继电器M1.0、M1.1接通,M1.0、M1.1的常开触点闭合,由于原控制系统中的压力开关、温度开关都是触点断开报警,所以氮气压缩机停止时即使油泵润滑油的压力非常低,也不会产生报警,即PAL646、PALL649灯都是熄灭状态。当氮气压缩机运行时,K24接通,延时15秒后,K24常闭触点断开,M1.0线圈的通断由润滑油压力低报开关PSL646控制,M1.1线圈的通断由润滑油压力低低报开关PSLL649控制。在PLC上电后,正常状态下,PSL646、PSLL649的触点都是闭合的,所以M1.0、M1.0都是接通的,不会产生报警。当PSL646、PSLL649中有一个或都在报警状态时,报警开关的触点断开,就会产生报警。为此,内部继电器M1.0和M1.0的常开触点可以看作报警点来设计累积报警和联锁停车。
不会危机设备安全但设备已经在不正常状态下工作时的报警开关设置为累积报警,当这些报警开关中有一个产生报警,QA641断开,在DCS上产生累积报警;危机设备安全的报警开关设置为累积停车,当这些报警开关中有一个产生报警,QA642断开,在DCS上产生联锁停车。润滑油压力信号、累积报警和累积停车程序梯形图如图1所示。
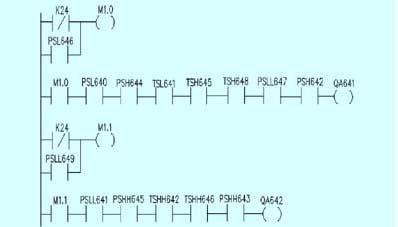
图1油泵润滑油压力信号、累积报警和累积停车梯形图
4.2报警确认、试灯和消音程序
报警确认、试灯和消音按钮是本控制程序必不可少的,由于所有的报警点的程序设计方法一样,下面仅以PSL640为例分别介绍。
(1)报警确认与试灯程序的设计。应用西门子PLC内部定时器T33和T34产生一个闪烁信号,当PSL640报警后,PAL640闪烁,按下S9确认后,如果PSL640处于报警状态,则PAL640一直亮,报警恢复则灭;如果报警后未按下S9确认,无论是否还在报警状态,则PAL640一直闪烁,直到按以下S9。S8为试灯按钮,按下S8则灯亮。如图2所示。
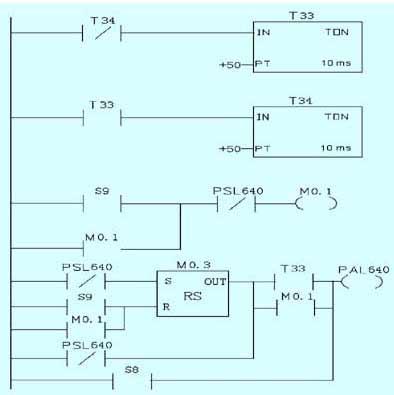
图2报警确认和试灯梯形图
(2)报警与消音程序的设计。当PSL640报警后,K44输出,喇叭响,按下消音按钮S10后,停响;如果未按下S10,即使报警恢复正常,但喇叭仍响,直到按一下S10按钮才停响。见图3。
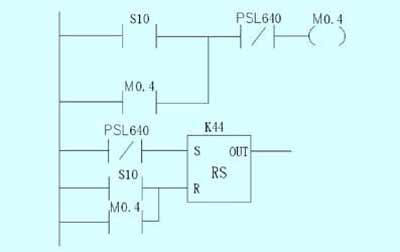
图3报警、消音梯形图
5结束语
西门子S7-200系列PLC功能强大,配置灵活,工程设计简单、方便,在恶劣的环境下能运行稳定,极适合在石油化工现场装置控制系统中应用。改造后的系统投入运行后可靠性高,故障率低,控制精确,减少了维护人员的工作量,大大地提高了经济效益。
文章版权归西部工控xbgk所有,未经许可不得转载。









 服务咨询
服务咨询